
 এন
এন
বাড়ি / খবর / স্ব-ক্লিনচিং ফাস্টেনার: তারা কীভাবে কাজ করে, কোন ধরনের ব্যবহার করতে হয় এবং কীভাবে সেগুলি সঠিকভাবে নির্দিষ্ট করতে হয়



আমরা আপনাকে আমাদের সাথে যোগাযোগ করার জন্য স্বাগত জানাই, কেবল আপনার নির্ভরযোগ্য সরবরাহকারীই নয়, আপনার টারস্টেবল ব্যবসায়িক অংশীদারকেও স্থির করি।
 +(86) -133 8863 9264
+(86) -133 8863 9264
Apr 01,2026
সেল্ফ-ক্লিঞ্চিং ফাস্টেনার হল যথার্থ-ইঞ্জিনিয়ার করা হার্ডওয়্যার উপাদান — বাদাম, স্টাড, স্ট্যান্ডঅফ, পিন এবং কেবল টাই মাউন্ট — যেগুলিকে পাঞ্চ প্রেস, আর্বার প্রেস বা হাইড্রোলিক টুল ব্যবহার করে একটি প্রি-পাঞ্চড হোলে চেপে পাতলা ধাতব শীটে স্থায়ীভাবে ইনস্টল করা হয়। ঢালাই করা ফাস্টেনারগুলির বিপরীতে যেগুলির জন্য তাপ প্রয়োজন, বা আঠালো-বন্ডেড সন্নিবেশ যা রাসায়নিক বন্ধনের উপর নির্ভর করে, স্ব-ক্লিনচিং ফাস্টেনারগুলি ঠান্ডা-গঠনের প্রক্রিয়ার মাধ্যমে যান্ত্রিকভাবে নিজেদেরকে অ্যাঙ্কর করে: ফাস্টেনারের দানাদার বা নর্ল্ড ক্লিঞ্চিং রিং শীট থেকে উপাদানগুলিকে একটি বিশেষভাবে ডিজাইন করা আন্ডারকাট খাঁজ হিসাবে স্থানান্তরিত করে, যা স্থায়ীভাবে চাপ সৃষ্টি করতে পারে না। ঘোরানো বা প্যানেলের বাইরে ধাক্কা দেওয়া।
স্ব-ক্লিনচিং ইনস্টলেশনের পদার্থবিদ্যা বোঝার যোগ্য কারণ এটি ব্যাখ্যা করে কেন প্রক্রিয়ার প্রয়োজনীয়তাগুলি আলোচনার অযোগ্য। যখন সন্নিবেশ চাপ প্রয়োগ করা হয়, তখন ফাস্টেনারের শক্ত ক্লিঞ্চিং অ্যাভিল পাঞ্চ করা গর্তে প্রবেশ করে এবং শ্যাঙ্ক জ্যামিতি নরম শীট উপাদানটিকে বাইরের দিকে স্থানচ্যুত করে এবং তারপরে ক্লিঞ্চিং রিংয়ের নীচে আন্ডারকাট খাঁজে ভিতরের দিকে চলে যায়। এই স্থানচ্যুত ধাতুটি যান্ত্রিকভাবে আন্ডারকাটের চারপাশে লক করে, একটি জয়েন্ট তৈরি করে যার পুশ-আউট লোড স্থানচ্যুত ধাতব কলামের শিয়ার শক্তি দ্বারা নির্ধারিত হয়। প্যানেলের উপাদানটি অবশ্যই ফাস্টেনার উপাদানের চেয়ে নরম হতে হবে - সাধারণত কমপক্ষে রকওয়েল বি 20 দ্বারা - এই প্লাস্টিকের বিকৃতিটি রিবাউন্ডিং বা আন্ডারকাট পূরণ করতে ব্যর্থ না হয়ে পরিষ্কারভাবে ঘটতে দেয়।
ফলাফল হল একটি ফাস্টেনার যা শীট মেটাল প্যানেলের একটি স্থায়ী অংশে পরিণত হয়, একটি পৃষ্ঠের সাথে ফ্লাশ বা সামান্য গর্বিত হয়, একটি উচ্চ-মানের থ্রেডেড বা আনথ্রেডেড সংযোগ বিন্দু প্রদান করে যা যে কোনও মানক মেটিং ফাস্টেনারের সাথে ব্যবহার করা যেতে পারে। সেলফ-ক্লিনচিং প্রযুক্তি 1940-এর দশকে পেন ইঞ্জিনিয়ারিং (PEM ব্র্যান্ড) দ্বারা বিকশিত এবং পেটেন্ট করা হয়েছিল এবং তারপর থেকে ইলেকট্রনিক্স, টেলিকমিউনিকেশন, স্বয়ংচালিত, মহাকাশ এবং শিল্প সরঞ্জাম উত্পাদন জুড়ে শীট মেটাল অ্যাসেম্বলির জন্য একটি বিশ্বব্যাপী মানক ইনস্টলেশন পদ্ধতিতে পরিণত হয়েছে, যেখানে কয়েক ডজন নির্মাতার সাথে সামঞ্জস্যপূর্ণ পণ্যের লাইন, শেলেক্স ব্র্যান্ডের নামে, শেলেক্স নাম, শেলেক্স নাম সহ সামঞ্জস্যপূর্ণ পণ্য উত্পাদন করে।
দ স্ব-ক্লিনচিং ফাস্টেনার ফ্যামিলি বিভিন্ন ধরনের কার্যকরী ধরনের কভার করে, প্রতিটি শীট মেটাল অ্যাসেম্বলিতে একটি নির্দিষ্ট যান্ত্রিক প্রয়োজন সমাধানের জন্য ডিজাইন করা হয়েছে। থ্রেডের আকার বা উপাদান নির্দিষ্ট করার আগে সঠিক ধরনটি নির্বাচন করা গুরুত্বপূর্ণ পুনর্ব্যবহার সংরক্ষণ করে এবং নিশ্চিত করে যে ইনস্টল করা ফাস্টেনারটি একত্রিত পণ্যে তার উদ্দেশ্যমূলক কার্য সম্পাদন করে।
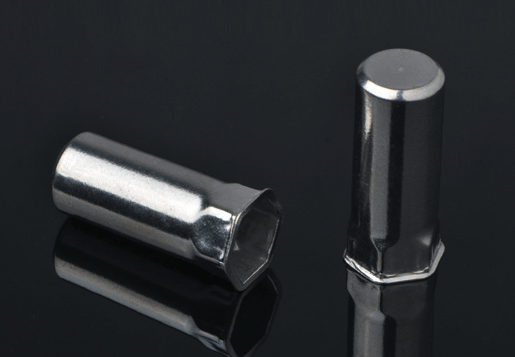
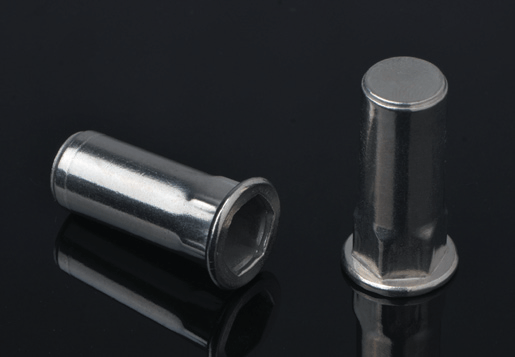
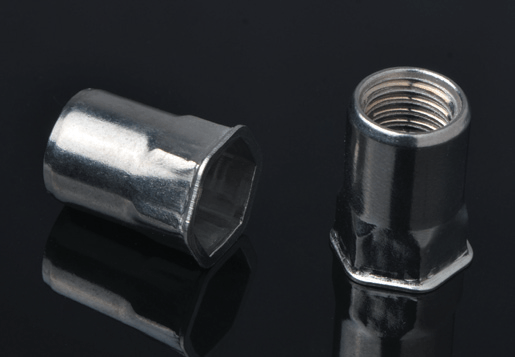
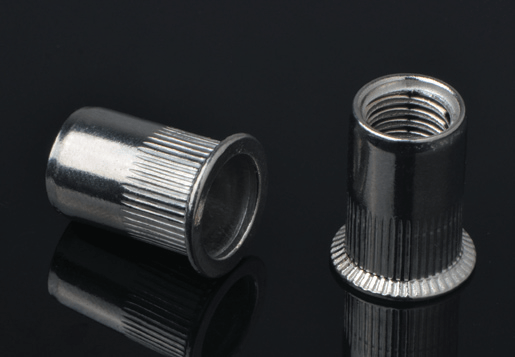
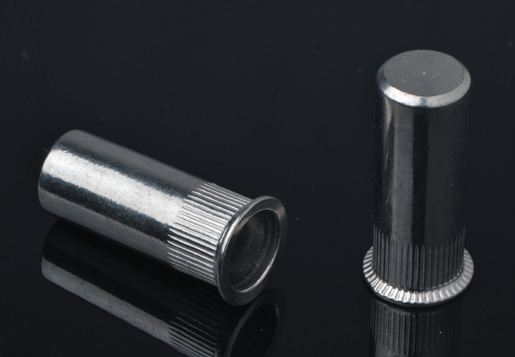
স্ব-ক্লিঞ্চিং বাদাম - যাকে ক্লিঞ্চ বাদাম বা PEM বাদামও বলা হয় - সর্বাধিক ব্যবহৃত প্রকার। তারা এক পাশ থেকে একটি প্যানেলে ফ্লাশ ইনস্টল করে এবং উভয় দিক থেকে একটি সঙ্গম বল্টু বা মেশিন স্ক্রু জন্য একটি থ্রেডেড গর্ত প্রদান করে। ইনস্টল করা বাদাম একটি পরিষ্কার, ফ্লাশ বা সামান্য উত্থিত পৃষ্ঠ উপস্থাপন করে যা স্ট্যান্ডার্ড মেট্রিক এবং ইউনিফাইড থ্রেড বোল্টের সাথে সম্পূর্ণ সামঞ্জস্যপূর্ণ। ক্লিঞ্চ নাটগুলি স্ট্যান্ডার্ড থ্রেড পিচ, সূক্ষ্ম থ্রেড এবং M2 থেকে M12 পর্যন্ত মেট্রিক ISO থ্রেডে পাওয়া যায়, যা শীট মেটাল ঘের, বন্ধনী এবং কাঠামোগত প্যানেলে ব্যবহৃত ফাস্টেনার আকারের সম্পূর্ণ পরিসীমাকে কভার করে। এগুলি ব্যবহার করা হয় যেখানে পাতলা পাত ধাতু একটি নির্ভরযোগ্য ট্যাপড থ্রেডের জন্য যথেষ্ট উপাদান পুরুত্ব প্রদান করে না, যার অর্থ কার্যত কোন ইস্পাত শীট 3 মিমি এর নিচে এবং কোন অ্যালুমিনিয়াম শীট 5 মিমি এর নিচে।
স্ব-ক্লিনচিং স্টাডগুলি ইনস্টলেশনের মুখ থেকে একটি থ্রেডেড স্টাড প্রজেক্ট করে একটি প্যানেলে স্থায়ীভাবে ইনস্টল করে, একটি নির্দিষ্ট থ্রেডেড পোস্ট প্রদান করে যা অন্য দিকে একটি বাদাম গ্রহণ করে। তারা বিপরীত মুখে একটি বাদাম শক্ত করার সময় একটি বোল্ট স্থির রাখার প্রয়োজনীয়তা দূর করে — স্টাডটি প্যানেলে স্থির থাকে এবং ঘোরাতে পারে না, তাই সমাবেশের জন্য কেবল একটি বাদাম এবং একপাশে রেঞ্চের প্রয়োজন হয়। ক্লিঞ্চ স্টাডগুলি ইলেকট্রনিক্স এনক্লোজারে উপাদান মাউন্ট করার জন্য, চ্যাসিস ফ্রেমে প্যানেল সংযুক্ত করার জন্য এবং যেকোন সমাবেশের জন্য ব্যবহার করা হয় যেখানে চূড়ান্ত সমাবেশের সময় প্যানেলের পিছনের অংশ অ্যাক্সেসযোগ্য নয় এমন স্থানে একটি স্থায়ী বাহ্যিক থ্রেডের প্রয়োজন হয়। এগুলি ফুল-থ্রেড এবং আংশিক-থ্রেড ভেরিয়েন্টে এবং সর্বাধিক সাধারণ থ্রেড আকারের জন্য 4 মিমি থেকে 50 মিমি পর্যন্ত দৈর্ঘ্যে পাওয়া যায়।
স্ব-ক্লিনচিং স্ট্যান্ডঅফ হল ফাঁপা থ্রেডেড বা আনথ্রেডেড নলাকার স্পেসার যা একটি প্যানেলে স্থায়ীভাবে ইনস্টল করে এবং প্যানেল এবং একটি দ্বিতীয় উপাদানের মধ্যে একটি সংজ্ঞায়িত, স্থির বিভাজন প্রদান করে — সাধারণত একটি প্রিন্টেড সার্কিট বোর্ড, একটি কভার প্লেট বা একটি স্ট্যাক করা চ্যাসিস প্যানেল। PCB মাউন্ট করার জন্য ইলেকট্রনিক্স অ্যাসেম্বলিতে এগুলি অপরিহার্য, যেখানে বোর্ড এবং ধাতব চ্যাসিসের মধ্যে একটি সুনির্দিষ্ট এবং সামঞ্জস্যপূর্ণ ব্যবধান বজায় রাখা শর্ট সার্কিট প্রতিরোধ করে, শীতল হওয়ার জন্য বায়ুপ্রবাহকে অনুমতি দেয় এবং এমন কাঠামোগত সহায়তা প্রদান করে যা পরিষেবাতে সমাবেশ এবং কম্পনের সময় PCB ফ্লেক্সার প্রতিরোধ করে। ক্লিঞ্চ স্ট্যান্ডঅফ পুরুষ (বাহ্যিক থ্রেড) এবং মহিলা (অভ্যন্তরীণ থ্রেড) উভয় কনফিগারেশনেই উপলব্ধ, যা সমাবেশ অ্যাক্সেসের প্রয়োজনীয়তার উপর নির্ভর করে দ্বিতীয় উপাদানটিকে একটি বাদাম বা স্ক্রু দিয়ে সংযুক্ত করার অনুমতি দেয়।
মূল বাদাম, স্টাড এবং স্ট্যান্ডঅফ প্রকারের বাইরে, স্ব-ক্লিনচিং ফ্যামিলিতে ভাসমান নাট প্লেট (যা সমাবেশের সময় ছিদ্র মিসলাইনমেন্টের জন্য সীমিত পাশ্বর্ীয় নড়াচড়ার অনুমতি দেয়), অ্যালাইনমেন্ট এবং পিভোটিং অ্যাপ্লিকেশনের জন্য লকিং পিন, উপাদানগুলিকে মাউন্ট করার জন্য ডান-কোণ বন্ধনী, স্থায়ীভাবে প্যানেল প্যানেলের জন্য লম্বভাবে একটি প্যানেল। পরিষ্কার তারের রাউটিং, এবং অপসারণযোগ্য প্যানেল অ্যাপ্লিকেশনের জন্য ক্যাপটিভ স্ক্রু এবং কোয়ার্টার-টার্ন ফাস্টেনার সহ স্ব-ক্লিনচিং অ্যাক্সেস হার্ডওয়্যার। প্রতিটি স্পেশালিটি টাইপ মৌলিক ধরনেরগুলির মতো একই মৌলিক সুবিধা সহ একটি নির্দিষ্ট সমাবেশ চ্যালেঞ্জ সমাধান করে — শুধুমাত্র এক দিক থেকে পাতলা পাত ধাতুতে স্থায়ী, উচ্চ-শক্তির ইনস্টলেশন, কোনও ঢালাই ছাড়াই, কোনও আঠালো, এবং কোনও পোস্ট-ইন্সটলেশন ফিনিশিংয়ের প্রয়োজন নেই।
দ fundamental requirement for successful self-clinching installation is that the fastener must be significantly harder than the parent sheet material. The clinching action depends entirely on the sheet material flowing plastically into the fastener's undercut groove — if the sheet material is too hard to deform, the installation process crushes or fractures the panel around the hole rather than producing a clean mechanical lock. Most specifications require the fastener to be at least Rockwell B 20 harder than the sheet, which in practice limits compatible sheet materials to mild steel (up to approximately HRB 80), aluminum alloys, and copper-based sheet metals.
শক্ত ইস্পাত, 300 সিরিজের উপরে স্টেইনলেস স্টীল শীট বা অন্যান্য শক্ত ধাতুতে স্ব-ক্লিঞ্চ করা সম্ভব নয় বা রেট করা মানগুলির তুলনায় নাটকীয়ভাবে কম কর্মক্ষমতা সহ ইনস্টলেশন তৈরি করে। শক্ত শীট সামগ্রীতে ফাস্টেনার প্রয়োজন এমন অ্যাপ্লিকেশনগুলির জন্য, বিকল্প প্রযুক্তিগুলি — ওয়েল্ড নাট, ব্লাইন্ড রিভেট নাট, বা আঠালো-বন্ডেড ইনসার্ট — এর পরিবর্তে ব্যবহার করতে হবে৷ ইঞ্জিনিয়াররা প্রথমবারের মতো স্ব-ক্লিনচিং ফাস্টেনার গ্রহণ করার সময় এটি সবচেয়ে সাধারণ স্পেসিফিকেশন ত্রুটিগুলির মধ্যে একটি: ফাস্টেনার কঠোরতার প্রয়োজনীয়তার বিরুদ্ধে শীট কঠোরতা যাচাই না করেই স্টেইনলেস স্টিলের ঘেরগুলিতে প্রয়োগ করা।
| শীট উপাদান | সাধারণ কঠোরতা | সামঞ্জস্যপূর্ণ ফাস্টেনার উপকরণ | স্ব-ক্লিনচিং উপযুক্ত? |
|---|---|---|---|
| হালকা / নিম্ন-কার্বন ইস্পাত (CR, HR) | এইচআরবি 40-80 | কার্বন ইস্পাত, স্টেইনলেস স্টীল | হ্যাঁ — আদর্শ |
| অ্যালুমিনিয়াম খাদ (1xxx, 3xxx, 5xxx, 6061) | HRB 25-65 | কার্বন ইস্পাত, স্টেইনলেস স্টীল, aluminum (special) | হ্যাঁ — সঠিক ফাস্টেনার গ্রেড সহ |
| তামা/পিতলের পাত | HRB 30-70 | স্টেইনলেস স্টীল, ইস্পাত | হ্যাঁ — পর্যাপ্ত কঠোরতা ডিফারেনশিয়াল সহ |
| অস্টেনিটিক স্টেইনলেস স্টিল (304, 316) | এইচআরবি 75-95 | শুধুমাত্র শক্ত ইস্পাত | প্রান্তিক — কঠোরতা যাচাই; বিকল্প বিবেচনা করুন |
| শক্ত / উচ্চ-শক্তি ইস্পাত | HRC 25 | কোনোটাই ব্যবহারিক নয় | না — ওয়েল্ড নাট বা ব্লাইন্ড রিভেট বাদাম ব্যবহার করুন |
অ্যালুমিনিয়াম শীট অ্যাসেম্বলিগুলির জন্য, স্ট্যান্ডার্ড স্টিলের স্ব-ক্লিনচিং ফাস্টেনারগুলি সঠিকভাবে ইনস্টল করে এবং উচ্চ পুল-আউট লোড সরবরাহ করে কারণ শক্ত ইস্পাত ফাস্টেনার এবং নরম অ্যালুমিনিয়াম অ্যালয়গুলির মধ্যে কঠোরতার পার্থক্য পর্যাপ্ত থেকে বেশি। গ্যালভানিক সামঞ্জস্যের প্রশ্নটি ইনস্টলেশন সামঞ্জস্যতার প্রশ্ন থেকে আলাদা — অ্যালুমিনিয়াম প্যানেলে ইনস্টল করা একটি স্টিলের ক্লিঞ্চ নাট নির্ভরযোগ্যভাবে ধরে রাখবে কিন্তু আর্দ্র বা ভিজা পরিবেশে ইন্টারফেসে গ্যালভানিক ক্ষয় হতে পারে। ক্ষয়কারী পরিবেশে অ্যালুমিনিয়াম প্যানেলের জন্য, যেখানে উপলব্ধ স্টেইনলেস স্টীল স্ব-ক্লিনচিং ফাস্টেনার বা অ্যালুমিনিয়াম স্ব-ক্লিনচিং ফাস্টেনারগুলি নির্দিষ্ট করুন এবং যাচাই করুন যে অ্যালুমিনিয়াম ইনস্টলেশনের জন্য ডিজাইন করা অ্যালুমিনিয়াম রিভনাট-নির্দিষ্ট পণ্যগুলি (যা একটি নরম ফাস্টেনার বডি ব্যবহার করে) কঠোরতা বজায় রাখার জন্য কঠোরতা বজায় রাখার জন্য ব্যবহৃত হয়।

প্রতিটি স্ব-ক্লিনচিং ফাস্টেনারের একটি ন্যূনতম শীট পুরুত্ব থাকে যার নীচে ক্লিঞ্চিং অ্যাকশন একটি নির্ভরযোগ্য যান্ত্রিক লক তৈরি করতে পারে না এবং একটি প্রস্তাবিত শীট বেধ যাতে কর্মক্ষমতা অপ্টিমাইজ করা হয়। এই সীমাগুলি নির্দেশিকা নয় — একটি স্ব-ক্লিনচিং ফাস্টেনারকে ন্যূনতম থেকে পাতলা শীটে ইনস্টল করা একটি ইনস্টলেশন তৈরি করবে যা সম্পূর্ণ দেখায় কিন্তু নাটকীয়ভাবে পুল-আউট এবং পুশ-আউট লোড ক্ষমতা হ্রাস করেছে, সাধারণত রেট করা কর্মক্ষমতার একটি ভগ্নাংশে ব্যর্থ হয়।
স্টিলে স্ব-ক্লিঞ্চিং বাদামের ন্যূনতম শীট বেধ সাধারণত M2-M3 থ্রেড আকারের জন্য 0.5–0.8mm হয়, M6–M8 আকারের জন্য 1.2–1.6mm পর্যন্ত বৃদ্ধি পায়। ন্যূনতম পুরুত্ব উপাদানের পরিমাণ দ্বারা চালিত হয় যা প্লাস্টিকভাবে আন্ডারকাট খাঁজে প্রবাহিত হতে হবে রেট করা পুল-আউট লোড অর্জন করার জন্য - একটি শীট খুব পাতলা এবং আন্ডারকাটটি পর্যাপ্তভাবে পূরণ করার জন্য যথেষ্ট উপাদান নেই। শীটের সর্বোচ্চ বেধও নির্দিষ্ট করা হয়েছে, যার উপরে ফাস্টেনার বডিটি ক্লিনচিং অ্যাভিলকে সঠিকভাবে নিযুক্ত করার জন্য শীটের মধ্য দিয়ে যথেষ্ট দূরে প্রসারিত হয় না। ব্লাইন্ড রিভেট বাদামের গ্রিপ রেঞ্জের ধারণাটি স্ব-ক্লিনচিংয়ের সমতুল্য: প্রতিটি পণ্য একটি সংজ্ঞায়িত প্যানেল পুরু উইন্ডোর জন্য ডিজাইন করা হয়েছে এবং সেই উইন্ডোর মধ্যে থাকা কার্যক্ষমতার জন্য অপরিহার্য।
স্ব-ক্লিনচিং ফাস্টেনারগুলির জন্য একটি সুনির্দিষ্ট ব্যাসের একটি পরিষ্কার, গোলাকার গর্তের প্রয়োজন হয় — ইনস্টলেশন হোলের ব্যাস সাধারণ ড্রিল সহনশীলতার তুলনায় সহনশীলতায় বেশি শক্ত, সাধারণত ±0.05 মিমি বা তার চেয়েও বেশি নির্দিষ্ট করা হয়। প্রোডাকশন সেলফ-ক্লিঞ্চিং ইন্সটলেশনের জন্য ড্রিল করা গর্তের তুলনায় পাঞ্চ করা গর্তগুলিকে প্রাধান্য দেওয়া হয় কারণ পাঞ্চিং উচ্চ উৎপাদন হারে ধারাবাহিকভাবে একটি পরিষ্কার, সঠিক মাপের গর্ত তৈরি করে, পাঞ্চ এন্ট্রি সাইডে (যে দিক থেকে ফাস্টেনার ক্লিন করে) পাঞ্চ এবং ডাই ক্লিয়ারেন্স সঠিকভাবে সেট করা হয় সেখানে কোন বর থাকে না। ড্রিল করা গর্তগুলি প্রোটোটাইপ এবং কম-আয়তনের কাজের জন্য ব্যবহার করা যেতে পারে তবে উভয় মুখের উপর ডিবারিং এবং যত্নশীল ব্যাস নিয়ন্ত্রণের প্রয়োজন হয় যাতে তারা ফাস্টেনারের প্রয়োজনীয় টাইট সহনশীলতা উইন্ডোর মধ্যে পড়ে। লেজার-কাট গর্তগুলি ক্রমবর্ধমানভাবে সাধারণ এবং চমৎকার ব্যাসের নির্ভুলতা তৈরি করে, তবে কাটা প্রান্তে একটি সামান্য তাপ-প্রভাবিত অঞ্চল থাকতে পারে যা গর্তের দেয়ালে উপাদানের নমনীয়তা হ্রাস করে — উত্পাদন স্ব-ক্লিনচিং অ্যাপ্লিকেশনের জন্য লেজার-কাট গর্তের প্রতিশ্রুতি দেওয়ার আগে ইনস্টলেশন পরীক্ষার মাধ্যমে যাচাই করুন।
স্ব-ক্লিনচিং ফাস্টেনারগুলি একটি ফ্ল্যাট, মসৃণ ইনস্টলেশন অ্যানভিল ব্যবহার করে ইনস্টল করা হয় — হয় একটি বেঞ্চ প্রেস, আর্বার প্রেস, সি-ফ্রেম প্রেস, বা প্রোডাকশন পাঞ্চ প্রেসে — যা প্যানেলের পৃষ্ঠের উপর লম্বভাবে একটি স্কুইজিং বল প্রয়োগ করে। অ্যাভিল ফাস্টেনার মাথার সাথে যোগাযোগ করে যখন প্যানেলটি একটি সমতল সমর্থন পৃষ্ঠের উপর স্থির থাকে এবং ফাস্টেনার শ্যাঙ্কটি প্রস্তুত গর্তের মধ্য দিয়ে প্রসারিত হয়। প্রেস বন্ধ হওয়ার সাথে সাথে, ফাস্টেনারটি শীটের মধ্যে চালিত হয় এবং ক্লিঞ্চিং রিং একটি একক মসৃণ স্ট্রোকে আন্ডারকাট খাঁজে শীট উপাদানটিকে বিকৃত করে।
দ installation force required depends on the fastener type, thread size, sheet material, and sheet thickness. Typical installation forces range from approximately 1 kN for small M2 clinch nuts in thin aluminum up to 40–60 kN for large M10–M12 clinch studs in steel sheet. These forces are well within the capacity of standard bench arbor presses for small sizes, but larger sizes require a properly rated C-frame or hydraulic press. The installation must be performed with the anvil and support surface parallel — any angular deviation causes the fastener to install at a tilt, misaligning the thread axis and reducing pull-out strength.
উচ্চ-ভলিউম শীট মেটাল ফ্যাব্রিকেশনে — সার্ভার র্যাক উত্পাদন, স্বয়ংচালিত বডি কম্পোনেন্ট উত্পাদন, এবং ইলেকট্রনিক্স এনক্লোজার ফ্যাব্রিকেশন — স্ব-ক্লিনচিং ফাস্টেনারগুলি ডেডিকেটেড ফিড-এন্ড-ইনসার্ট মেশিন বা পাঞ্চ প্রেস টুলিং-এ একীভূত সন্নিবেশ মডিউল ব্যবহার করে স্বয়ংক্রিয়ভাবে ইনস্টল করা হয়। স্বয়ংক্রিয় সন্নিবেশ মেশিনগুলি বাটি ফিডার বা টেপ-এবং-রিল প্যাকেজিং ব্যবহার করে প্রতিটি ফাস্টেনারকে প্রতি মিনিটে শত শত যন্ত্রাংশের হারে সন্নিবেশের মাথার দিকে অভিমুখী করতে এবং খাওয়ানোর জন্য, দৃষ্টি বা ফোর্স মনিটরিং সিস্টেমের সাহায্যে মিসলোড বা অনুপস্থিত ফাস্টেনারগুলি সনাক্ত করতে এবং সমাবেশ প্রক্রিয়াতে আরও এগিয়ে যাওয়ার আগে ইনস্টলেশন ত্রুটিযুক্ত প্যানেলগুলিকে প্রত্যাখ্যান করে। কিছু পাঞ্চ প্রেস নির্মাতারা স্ব-ক্লিনচিং ইনসার্শন টুলিং অফার করে যা হোল পাঞ্চিং অপারেশনের মতো একই প্রেস স্ট্রোকে ফাস্টেনার ইনস্টল করে, একটি পৃথক সন্নিবেশ ধাপ সম্পূর্ণরূপে বাদ দেয় এবং ফাস্টেনার ইনস্টলেশনের জন্য শূন্য অতিরিক্ত চক্র সময় অর্জন করে।
একাধিক পণ্যের ধরন পরিচালনা করার নমনীয় উৎপাদন পরিবেশের জন্য, সন্নিবেশ এন্ড-ইফেক্টর দিয়ে সজ্জিত সহযোগী রোবট (কোবট) ব্যবহার করে রোবোটিক স্ব-ক্লিঞ্চিং ইনস্টলেশন সিস্টেমগুলি গ্রহণে বৃদ্ধি পাচ্ছে। এই সিস্টেমগুলিকে ডেডিকেটেড হার্ড টুলিং ছাড়াই বিভিন্ন ফাস্টেনার প্রকার এবং প্যানেল লেআউটের জন্য প্রোগ্রাম করা যেতে পারে, ম্যানুয়াল অপারেশনের নমনীয়তার সাথে স্বয়ংক্রিয় সরঞ্জামগুলির ইনস্টলেশনের সামঞ্জস্য প্রদান করে — উচ্চ-মিশ্র, মাঝারি-আয়তনের কাজ পরিচালনাকারী কন্ট্রাক্ট শীট মেটাল ফ্যাব্রিকেটরদের জন্য একটি বাধ্যতামূলক সমন্বয়।
সেল্ফ-ক্লিনচিং ফাস্টেনার পারফরম্যান্স তিনটি লোড মান দ্বারা চিহ্নিত করা হয় যেগুলি একসঙ্গে পরিষেবার ক্ষেত্রে এটি যে শক্তিগুলি অনুভব করবে তার বিরুদ্ধে ফাস্টেনারের প্রতিরোধকে সংজ্ঞায়িত করে। প্রতিটি মানের অর্থ কী এবং এটি অ্যাপ্লিকেশনের লোডিং অবস্থার সাথে কীভাবে সম্পর্কিত তা বোঝা একটি স্ব-ক্লিনচিং ফাস্টেনার জয়েন্ট ডিজাইনের জন্য পর্যাপ্ত তা যাচাই করার জন্য অপরিহার্য।
দse rated values are specified by manufacturers at a defined installation force on a specified sheet material and thickness. Installing at lower than the specified installation force — due to an underpowered press or an operator stopping the stroke early — produces installed fasteners with significantly lower actual performance than the published ratings. This is why force monitoring on automated insertion equipment is not a luxury but a quality requirement for any application where the joint loading approaches a meaningful fraction of the published performance values.
স্ব-ক্লিনচিং ফাস্টেনারগুলি অনেক শীট মেটাল অ্যাপ্লিকেশনগুলিতে ওয়েল্ড নাট এবং ব্লাইন্ড রিভেট বাদামের সাথে প্রতিযোগিতা করে এবং সঠিক পছন্দটি শীট উপাদান, বেধ, উত্পাদনের পরিমাণ, পৃষ্ঠের সমাপ্তির প্রয়োজনীয়তা এবং সমাবেশ অ্যাক্সেসের সীমাবদ্ধতার নির্দিষ্ট সংমিশ্রণের উপর নির্ভর করে। কোনো একক প্রযুক্তি সর্বজনীনভাবে উন্নত নয় - প্রতিটি নির্দিষ্ট প্রসঙ্গে জয়ী হয়।
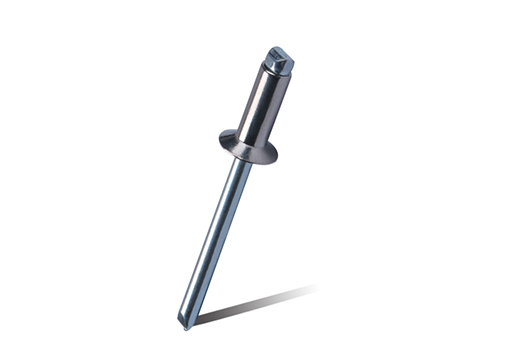
ঢালাই বাদাম সর্বোচ্চ যৌথ শক্তি প্রদান করে এবং শীট কঠোরতা দ্বারা প্রভাবিত হয় না, কিন্তু এক বা উভয় দিক থেকে ঢালাই অ্যাক্সেসের প্রয়োজন, তাপ প্রবর্তন করে যা পাতলা প্যানেলগুলিকে বিকৃত করতে পারে এবং আশেপাশের আবরণগুলিকে ক্ষতিগ্রস্ত করতে পারে, ঢালাই-পরবর্তী পরিষ্কার এবং প্রায়শই ওয়েল্ড জোনের পুনরায় ফিনিশিং প্রয়োজন, এবং যোগ্য ঢালাই অপারেশনের খরচ যোগ করে। এগুলি হল মোটা স্ট্রাকচারাল ইস্পাত অ্যাপ্লিকেশনের জন্য সঠিক পছন্দ যেখানে যৌথ শক্তির প্রয়োজনীয়তা প্রেস-ইন ফাস্টেনারগুলি যা প্রদান করতে পারে তার চেয়ে বেশি, এবং এমন উপকরণগুলির জন্য যেখানে স্ব-ক্লিনচিং সম্ভব নয়৷ ব্লাইন্ড রিভেট নাটগুলিকে প্রেস ছাড়াই সাধারণ হাত বা বায়ুসংক্রান্ত সরঞ্জাম ব্যবহার করে শুধুমাত্র একতরফা অ্যাক্সেসের সাথে ইনস্টল করা যেতে পারে, এটিকে ফিল্ড ইনস্টলেশন এবং রেট্রোফিট অ্যাপ্লিকেশনের জন্য আরও বহুমুখী করে তোলে, তবে তারা একটি পৃথক সেটিং টুলের উপর নির্ভর করে এবং একটি বাহ্যিক ফ্ল্যাঞ্জ ছেড়ে দেয় যা প্যানেলের মুখ থেকে বেরিয়ে আসে — একটি ফ্লাশ সেলফ-ক্লিনচিং ইনস্টলেশনের চেয়ে কম পরিষ্কার।
স্ব-ক্লিনচিং ফাস্টেনাররা জয়ী হয় যখন উত্পাদনের পরিমাণ প্রেস টুলিংকে ন্যায্যতা দেয়, যখন প্যানেলের পৃষ্ঠের ফিনিস অবশ্যই উভয় মুখে বজায় রাখতে হবে (কোনও ওয়েল্ড স্প্যাটার নেই, কোনও বাহ্যিক ফ্ল্যাঞ্জ নেই), যখন শীট উপাদান ক্লিঞ্চিং করার অনুমতি দেওয়ার জন্য যথেষ্ট নরম হয় এবং যখন প্যানেল লেপা বা একত্রিত হওয়ার আগে ইনস্টলেশনটি সম্পাদন করা যেতে পারে। তারা ইস্পাত এবং অ্যালুমিনিয়াম শীটে সমতুল্য লোড রেটিংয়ে রিভনাটগুলির চেয়ে আরও বেশি পেশাদার ইনস্টলেশন উত্পাদন করে এবং কোনও পৃথক টুল এনগেজমেন্ট থ্রেডের অনুপস্থিতির অর্থ হল পরিচালনা করার জন্য কোনও ম্যান্ড্রেল ক্ষতি নেই এবং সেটিং টুল থেকে কোনও থ্রেড জড়িত গভীরতার সীমাবদ্ধতা নেই। উচ্চ-ভলিউম শীট মেটাল ঘের উত্পাদনের জন্য — সার্ভার চ্যাসিস, বৈদ্যুতিক ক্যাবিনেট, স্বয়ংচালিত বন্ধনী, এবং চিকিৎসা সরঞ্জাম আবাসন — স্বয়ংক্রিয় সরঞ্জাম দ্বারা ইনস্টল করা স্ব-ক্লিনচিং ফাস্টেনারগুলি সাধারণত যৌথ প্রতি সর্বনিম্ন মোট খরচ হয় একবার যখন ভলিউম টুলিং বিনিয়োগকে ন্যায়সঙ্গত করে।
সম্পূর্ণ স্পেসিফিকেশন ছাড়াই স্ব-ক্লিনচিং ফাস্টেনার অর্ডার করা ভুল পণ্য পাওয়ার জন্য একটি নির্ভরযোগ্য পথ — একক প্রস্তুতকারকের সীমার মধ্যে উপলব্ধ ফাস্টেনারের ধরন, থ্রেডের আকার, শীট বেধ এবং উপাদান বিকল্পগুলির সংমিশ্রণ শত শত পৃথক অংশ সংখ্যায় চলে, এবং ক্যাটালগ বিবরণ যা একই রকম দেখায় তা সমালোচনামূলক বিবরণে ভিন্ন হতে পারে। একটি সম্পূর্ণ স্পেসিফিকেশন নিম্নলিখিত পরামিতি সব অন্তর্ভুক্ত.






")
")
")

Copyright © অবিচলিত শিল্প ফাস্টেনার্স কোং, লিমিটেড All Rights Reserved
